IBM ආයතනය
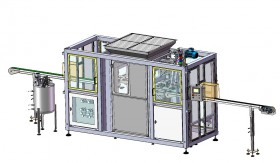
කුහර වීදුරු සහ ප්ලාස්ටික් වස්තූන් විශාල වශයෙන් නිෂ්පාදනය කිරීම සඳහා ඉන්ජෙක්ෂන් බ්ලෝ මෝල්ඩින් (අයිබීඑම්) ක්රියාවලිය භාවිතා කරයි. අයි.බී.එම් ක්රියාවලියේදී, පොලිමර් එන්නත් කර ඇත්තේ කේන්ද්රීය අග්රයකට ය; එවිට හරය පින් එක පිම්බීම හා සිසිල් කිරීම සඳහා පහර අච්චු ස්ථානයකට කරකවනු ලැබේ. පහර අච්චු සැකසීමේ ක්රියාවලි තුනෙන් අවම වශයෙන් මෙය භාවිතා වන අතර සාමාන්යයෙන් කුඩා වෛද්ය සහ තනි සේවා බෝතල් සෑදීම සඳහා භාවිතා වේ. ක්රියාවලිය පියවර තුනකට බෙදා ඇත: එන්නත් කිරීම, පිඹීම සහ පිට කිරීම.
- දී ප්රකාශයට පත් ක්රියාවලිය
ප්ලාස්ටික් බෝතල් හෝ පෙර සැකසුම් ඉසින විට දුම් නිස්සාරණය කිරීමේ වැදගත්කම
ඉසින ආලේපනය ස්ප්රේ ආලේපනය යනු ප්රතිකාර කළ බෝතල්වල ස්ලයිඩින් සහ දීප්තියේ ගුණාංග වැඩි දියුණු කිරීම සඳහා බෝතලයේ මතුපිට ආලේප කිරීම සඳහා භාවිතා කරන තාක්ෂණයකි. ද්රව්යමය ගුණාංගවලට එය බලපාන්නේ නැති නිසා බෝතල් හෝ පෙර සැකසුම් තුළ ඇති ආකලන සමඟ සැසඳීමේදී මෙය ඉතා effective ලදායී ක්රමයකි. බොහෝ විට, ආකලන කෙරෙහි බලපෑමක් ඇති කරයි
- දී ප්රකාශයට පත් ආෙල්පනය
පිඹින පීඩනයේ වැදගත්කම

මෙම ලිපියෙන් න්යායාත්මක ආකෘතියක පරීක්ෂණ සැකසුම විස්තර කෙරෙන්නේ ගලා යන වාතයේ බලපෑම මැනීම සහ සිසිලන සංගුණක ලාභයට එරෙහිව සම්පීඩිත වාතයේ පිරිවැය තක්සේරු කිරීම ය.
- දී ප්රකාශයට පත් පහර අච්චු කිරීමේදී තාප හුවමාරුව
මතුපිට වැදගත්කම

පහර අච්චු කිරීමේදී පිඹින පීඩනය අතිශයින්ම වැදගත්ය. පෘෂ් ge ීය ජ්යාමිතියේ ක්රියාකාරිත්වයේ පීඩනයේ වැදගත්කම පිළිබඳ න්යායාත්මක ආකෘතියක් සහිත ආචෙන් විශ්ව විද්යාලයේ ලිපියක්.
- දී ප්රකාශයට පත් පහර අච්චු කිරීමේදී තාප හුවමාරුව
එන්නත් කිරීම

ඉන්ජෙක්ෂන් මෝල්ඩින් (ඇමරිකා එක්සත් ජනපදයේ ඉන්ජෙක්ෂන් මෝල්ඩින්) යනු අච්චුවකට ද්රව්ය එන්නත් කිරීමෙන් කොටස් නිෂ්පාදනය කිරීමේ නිෂ්පාදන ක්රියාවලියකි. ඉන්ජෙක්ෂන් මෝල්ඩින් ලෝහ ඇතුළු ද්රව්ය රාශියක් සමඟ සිදු කළ හැකිය (ඒ සඳහා ක්රියාවලිය ඩයිකාස්ටිං ලෙස හැඳින්වේ), වීදුරු, ඉලාස්ටෝමර්, රසකැවිලි සහ බොහෝ විට තාප ස්ථායී හා තාප සැකසුම් බහු අවයවක.
- දී ප්රකාශයට පත් ක්රියාවලිය
ISBM
මෙය ප්රධාන වෙනස් ක්රම දෙකක් ඇත, එනම් තනි-අදියර සහ අදියර දෙකේ ක්රියාවලිය. තනි-අදියර ක්රියාවලිය යළිත් 3-දුම්රිය ස්ථාන සහ 4-දුම්රිය යන්ත්රවලට බෙදා ඇත. අදියර දෙකේ ඉන්ජෙක්ෂන් ස්ට්රේච් බ්ලෝ මෝල්ඩින් (අයිඑස්බීඑම්) ක්රියාවලියේදී, ප්ලාස්ටික් මුලින්ම “පෙර සැකසුමකට” අච්චු සැකසීමේ ක්රියාවලිය භාවිතා කරයි. මෙම පෙර සැකසුම් නිෂ්පාදනය කරනු ලබන්නේ එක් කෙළවරක නූල් (“නිමාව”) ඇතුළුව බෝතල්වල බෙල්ලෙනි. මෙම පෙර සැකසුම් ඇසුරුම් කර ඇති අතර පසුව (සිසිලනය කිරීමෙන් පසු) නැවත රත් කරන ලද පුපුරණ අච්චු යන්ත්රයකට පෝෂණය වේ. අයිඑස්බී ක්රියාවලියේදී, පෙර සැකසුම් ඒවායේ වීදුරු සංක්රාන්ති උෂ්ණත්වයට වඩා උනුසුම් වේ (සාමාන්යයෙන් අධෝරක්ත හීටර් භාවිතා කරයි), පසුව අධි පීඩන වාතය භාවිතයෙන් බෝතල්වලට ලෝහ පහර අච්චු භාවිතා කරයි. ක්රියාවලියේ කොටසක් ලෙස පෙරවදන සෑම විටම හරය පොල්ලකින් දිගු කර ඇත.
- දී ප්රකාශයට පත් ක්රියාවලිය
කාන්දුවීම් හඳුනාගැනීම
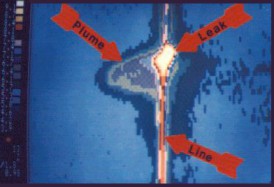
ද්රව සහ වායූන් අඩංගු පද්ධතිවල කාන්දුවක් සිදුවී ඇත්දැයි තීරණය කිරීමට නල මාර්ග කාන්දුව හඳුනාගැනීම භාවිතා කරයි. හඳුනාගැනීමේ ක්රම අතරට නල මාර්ග ඉදිකිරීමෙන් පසු ජල ස්ථිතික පරීක්ෂාව සහ සේවා කාලය තුළ කාන්දුවීම් හඳුනා ගැනීම ඇතුළත් වේ.
- දී ප්රකාශයට පත් අධි වෝල්ටීයතාව
චලනය කළ හැකි වාහක
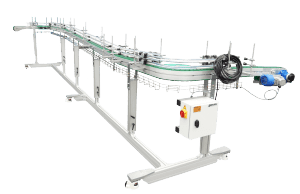
චලනය කළ හැකි වාහක සැලසුම් කර ඇත්තේ අපගේ වාහකවල ඇති ඉතා දුෂ්කර හිස් ප්ලාස්ටික් බෝතල් හැසිරවීමට සහ ඒවා පහසුවෙන් ගමන් කිරීමට හැකිවන පරිදි ය.
- දී ප්රකාශයට පත් ප්රකාශ කිරීම
නිස්සාරණ පහර අච්චු ගැසීමේදී මාර්ගගත හෝ නොබැඳි ලේබල් කිරීම
පහර අච්චු මැෂින් පිටුපස ලේබල් කිරීම බෝතල් හැකිලීම හේතුවෙන් ලේබලයේ බුබුලු මතුපිටක් ඇති විය හැකිය. මෙම ගැටළු වැඩිදියුණු කිරීමට / විසඳීමට විවිධ ශිල්පීය ක්රම තිබේ.
- දී ප්රකාශයට පත් ක්රියාවලිය
පෙට්ටිවල බෝතල් ඇසුරුම් කිරීම
මෙම ලිපිය සමඟ, අපි පෙට්ටිවල බෝතල් ඇසුරුම් කිරීමේ හැකියාවන් පිළිබඳ දළ විශ්ලේෂණයක් ලබා දීමට උත්සාහ කරමු.
භාවිතා කරන විට, සෑම විසඳුමකින්ම ඇති වාසි සහ අවාසි සහ ලබා ගත හැකි යන්ත්ර මොනවාද?
- දී ප්රකාශයට පත් ඇසුරුම් ස්වයංක්රීයකරණය